切换行业
切换行业

2024年5月6日9点16分,海南昌江核电3号机组主管道1U6焊口最后一道焊缝弧光缓缓熄灭,标志着海南昌江核电3号机组一级里程碑节点“主管道焊接完成”完成,提前三级进度计划42天。
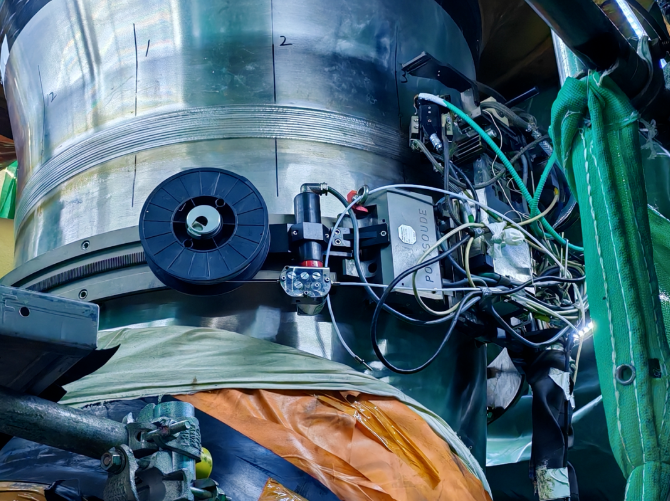
反应堆冷却剂主管道连接反应堆压力容器、蒸汽发生器、反应堆冷却剂泵,每台机组共有3个环路,共24道焊口,每个环路的热段连接反应堆压力容器和蒸汽发生器,冷段连接反应堆压力容器和反应堆冷却剂泵,过渡段连接蒸汽发生器和反应堆冷却剂泵。

为确保3号机组主管道施工全过程安全质量受控,中核工程海南项目部贯彻“整体·协同”理念,整合各方资源,搭建起业主、监理、设计、施工单位、焊机厂家的沟通桥梁,进行周密的施工部署和施工逻辑分析,制定详细的专项施工计划。提前组织主管道窄间隙焊机的维修和维保工作,协调焊机厂家维修人员进行驻场服务,督促承包商根据焊接操作工的技能水平及经验做好“老带新”搭配。针对焊接过程中的问题缺陷,采取相应控制措施,保证焊接质量。

中核工程海南项目部发挥“整体·协同”的统筹优势,携手各方共同努力,精益求精,保证了主管道焊接节点目标顺利完成,为海南昌江核电3号机组冷试奠定良好基础。





 正在加载...
正在加载...