 切换行业
切换行业

9月27日,在陆丰核电项目2号机组CV钢制安全壳底封头纵缝焊接作业中,成功应用自动气保焊技术。这是国内核电行业首次将该项技术应用于CV底封头焊接,标志着中核二二在核电建造核心工艺的智能化、自动化转型升级中实现重大突破。
作为核电站的关键设备,CV钢制安全壳是核电安全的重要屏障,而其底封头宛如守护核电站安全的“巨型安全碗”——不仅尺寸大,焊缝长,且整体呈立体曲面形态。这种复杂结构对焊接工艺提出了极致要求,传统焊接模式完全依赖高级焊工手工操作,不仅面临焊接效率低、劳动强度大的现实困境,更难以保证数百米焊缝质量的高度一致性,成为制约核电建造效率与质量的关键瓶颈。
此次中核二二创新应用的自动气保焊技术,是针对CV底封头现场拼装场景的精准突破,三大核心创新点凸显“智造”实力。
01
焊接装备集成化“革新”
直面现场拼装工装复杂、作业空间受限的难题,研发团队将送丝机与焊接小车本体高度集成,大幅缩短送丝距离,从根源上保障送丝稳定性。相较于以往焊接电源、送丝机、小车“各自独立”导致的移动不便、焊接距离受限问题,新装备更轻巧、更灵活、更适配现场复杂工况。
02
强磁吸附柔性轨道“护航”
采用高性能永磁吸附设计的柔性轨道,为焊接小车提供“稳稳的支撑”——无论在平、横、立、仰等任意焊接位置,面对焊接过程中的高温环境,轨道可以牢牢吸附,既不影响焊接质量,又为自动化焊接的稳定性提供可靠保障。
03
组合焊枪摆动模式“破局”
创新研发“角摆+横摆”组合摆动模式,精准匹配大厚板焊接的打底、填充、盖面全阶段需求。通过灵活调整摆动方式,有效规避侧壁未熔合、气孔等常见焊接缺陷,让每一段焊缝都达到核级质量标准。
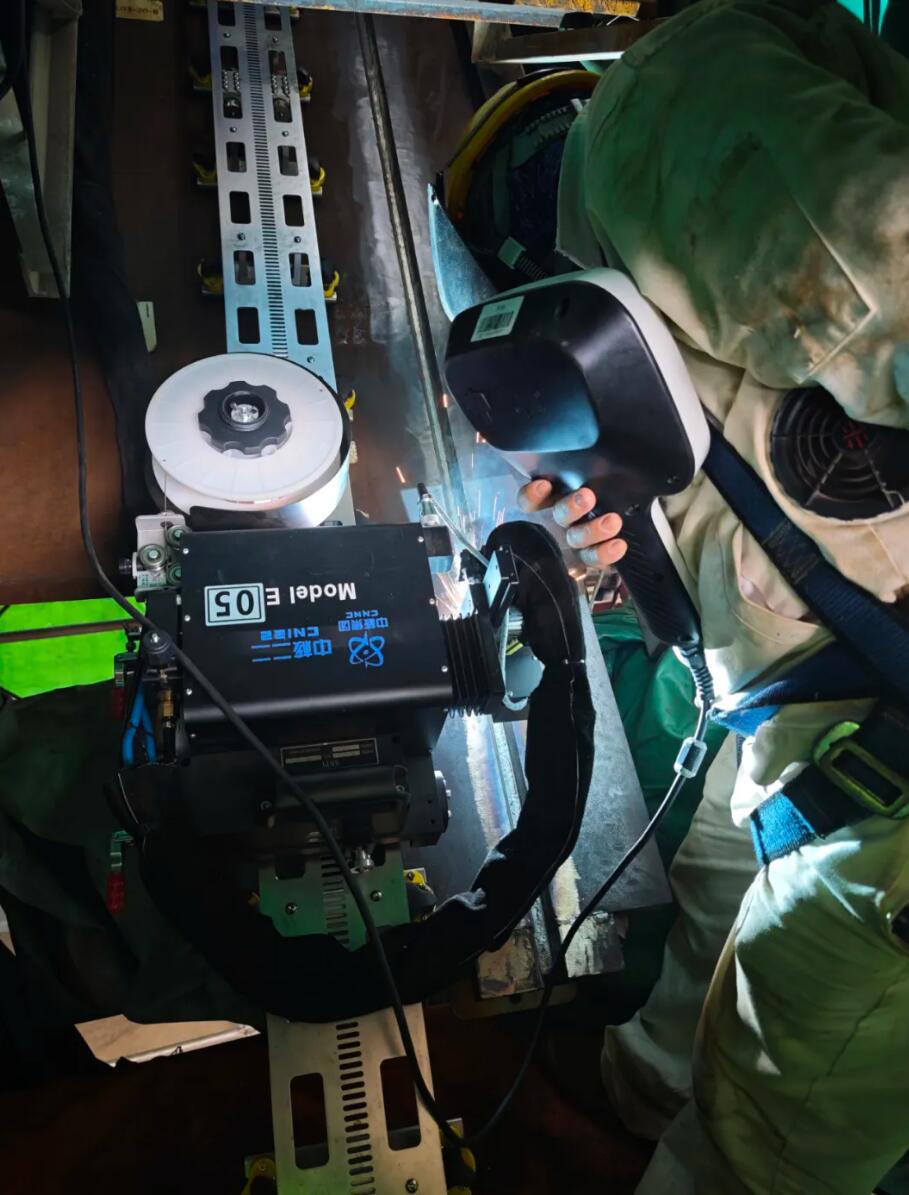
在陆丰核电项目现场,中核二二团队经过周密策划与反复调试,首次在大型曲面结构上实现自动化焊接。当庞大的CV底封头内侧,自动焊设备沿着柔性轨道稳健爬行,闪烁的弧光在曲面间划出均匀流畅的焊缝时,不仅验证了自动化焊接技术在核电建造复杂工况下的高度可行性,更为陆丰核电高质量建设提供了全新技术方案,向全行业输出了可复制、可推广的自动化焊接经验,为我国核电建设向更高水平的智能化、数字化迈进注入强劲动力。

未来,中核二二将继续围绕建成“科技特色鲜明的一流建筑工程公司”的战略目标,持续深耕数智化转型升级,加大先进自动化技术与设备的研发力度,以技术创新为笔,为我国核电事业高质量发展贡献力量。





 正在加载...
正在加载...


