切换行业
切换行业

9月26日,由东方电气股份有限公司与东方电气(广州)重型机器有限公司联合体承制的三澳核电项目2号机组稳压器运抵三澳核电项目重件码头。
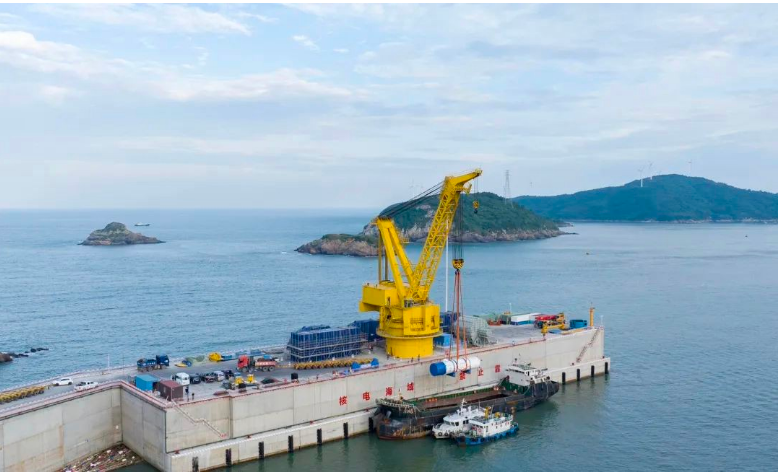
稳压器结构呈立式圆筒状,上、下部均为球型封头,高约14米,直径约为2.7米,内部容积约67立方米,净重约128吨,作为反应堆冷却剂系统(RCP)系统的3个环路的共用设备,通过波动管连接在3环路的主管道热段上。稳压器是反应堆冷却剂系统的重要组成部分。作为稳压设备,当一回路压力波动时,稳压器能够对其进行调节,使回路压力维持在允许的限制范围内,也可用于补偿机组功率波动时造成的水位变化。同时,稳压器作为一回路的承压边界,确保反应堆冷却剂压力边界的完整性。

在稳压器的制造过程中,下封头电加热器套管孔机械加工,电加热器套管、电加热器原件、集水罩、防热冲击套管装焊等关键工序极大程度上考验厂家的技术本领。与此同时,设备的制造质量管控就显得尤为重要。
三澳核电项目设备采购供货保障团队和厂家相关人员及时召开稳压器电加热套管与下封头焊接的质量分析专题会,从人、机、料、法、环深入分析优化电加热套管与封头焊缝焊接工艺,识别风险点、制定有效措施并认真仔细落实,以把控电加热套管与封头焊缝焊接过程质量。
在团队通力协作下,2号机组稳压器在电加热套管与下封头焊接工序中进展顺利,其108件电加热套管执行通棒检查100%合格、焊缝PT探伤均一次合格。




 正在加载...
正在加载...