 切换行业
切换行业

本文描述了燃煤电厂脱硫废水产生的原因及水质特点,介绍了国内外脱硫废水主要处理技术与新技术研究状况。通过分析目前国内燃煤电厂脱硫废水处理运行中普遍存在的问题,对脱硫废水处理设计及运行提出优化建议及对策。
1 燃煤电厂脱硫废水的来源及特点
如今,酸雨污染作为一项重大的环境问题,已引起世界各国的重视。2010年,我国SO2排放量消减10%的总量控制目标为2294.4万吨,其中电力行业的控制量为951.7万吨。湿式石灰石-石膏工艺具有脱硫效率高、负荷响应快、使用煤种广、石膏利用技术成熟、运行成本低等优点,成为当今世界上应用最广泛、技术最成熟的烟气脱硫工艺,目前约占全世界烟气脱硫装置的85%以上[1]。
湿法脱硫是采用石灰石粉浆液在反应塔内喷淋于烟气中与SO2反应生成CaSO3,经过强制氧化后形成副产品石膏(CaSO4·2H2O)最终排出,降解烟气中SO2。石灰石-石膏法烟气脱硫系统中,对系统运行造成负面影响比较大的是氯离子的富集。氯的主要来源为煤、脱硫剂和水。
一般石灰石中含氯量为0.01%,工艺水中含氯为10~150mg/L,煤中氯含量一般为0.1%,少数煤含氯量为0.2%~0.3%,由于脱硫系统水的循环使用,氯离子在吸收液中逐渐富集,浓度可达1%,当含量达2%时,要选用氯丁基橡胶,磷片玻璃衬里,多数不锈钢已不能使用。一般运行时氯含量控制为2%~3.5%[2]。吸收塔内浓浆液经水力旋流器分离后,上清液统称脱硫废水。为了防止烟气中可溶部分即氯浓度超过规定值和保证石膏质量,必须从系统中排一定量的废水。
由于脱硫废水的水质受燃料成分、燃烧工况和脱硫剂(主要指石灰石)等因素的影响,所以不存在典型的脱硫废水水质。这就使脱硫废水处理系统的设计要有较宽的水质适应范围。
脱硫废水中的污染成分主要来自烟气,而烟气中的杂质又来源于煤的燃烧。煤中含有包括重金属在内的多种元素,这些元素在燃烧后生成多种化合物,其中气体化合物会随烟气进入脱硫系统,溶解于吸收浆液中。
脱硫废水在燃煤电厂废水排放量中占份额很小,一般两台300MW机组产生的脱硫废水只有8~10t/h。但脱硫废水污染严重,含盐量极高,其中主要污染因子如下:
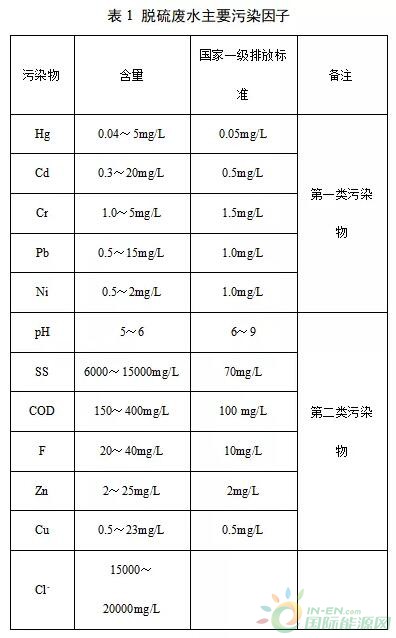
备注:第一类污染物测定为车间排放口测定必须达到国家排放标准,第二类污染物测定为单位总排放口采样测定达到国家排放标准。
从表1可见,湿法脱硫废水的杂质主要包括悬浮物、过饱和的亚硫酸盐、硫酸盐以及重金属,其中很多是国家环保标准中要求控制的第一类污染物。脱硫废水中有机物(COD)主要来自煤(主要成分为有机质),工艺水,石灰石,COD含量一般为150~400mg/L。
脱硫处理系统中,必须排放部分浓浆液,浓浆液中SS高达60000~70000mg/L。同时氯离子含量达到20000mg/L左右。由于脱硫水质的特殊性,脱硫废水处理难度较大,同时,由于各种重金属离子对环境的污染很严重,对脱硫废水进行单独处理是很有必要的。
2 国内外脱硫废水处理工艺现状
2.1国内普遍脱硫废水处理工艺
目前国内脱硫废水处理工艺的选定基本都依据国家排放标准。主要处理第一类和第二类污染物,采用的主要工艺方法为物化法,该工艺流程是以国外在我国电厂脱硫废水处理工艺应用的基础上进行缩放的模式。
脱硫废水pH值一般在5~6范围内,呈弱酸性,此时许多重金属离子仍有良好的溶解性。所以,脱硫废水的处理主要是以化学、机械方法分离重金属和其它可沉淀的物质,如氟化物、亚硫酸盐和硫酸盐。
调节pH值,从而使废水能达到有关环保质量标准和排放标准。沉淀分离是一种常用的金属分离法,除活泼金属外,许多金属的氢氧化物的溶解度较小。故脱硫废水一般采用加入可溶性氢氧化物,产生氢氧化物沉淀来分离重金属离子。值得注意的是,由于在不同的pH值下,金属氢氧化物的溶度积相差较大,故反应时应严格控制其pH值。
在脱硫废水处理中,一般控制pH值8.5~9.0之间,在这一范围内可使一些重金属,如铁、铜、铅、镍和铬生成氢氧化物沉淀。国内普遍使用调节pH和重金属离子形成氢氧化物沉淀的药剂为氢氧化钠(NaOH)或者氢氧化钙(Ca(OH)2);NaOH可直接从市场采购;Ca(OH)2则需要市场采购石灰粉进行配置,工艺相对复杂。
但使用Ca(OH)2的优势是,反应过程中同时产生CaF2、CaSO3、CaSO4 沉淀物,以分离氟化物、亚硫酸盐、硫酸盐等盐类物质。采用Steinmuller 技术的波RAFAKO公司认为,使用Ca(OH)2溶液,通过加絮凝剂、助凝剂还可沉淀CaCl2,分离Cl-。而众所周知的原因,困扰湿法脱硫工艺的首要难题是Cl-的去除。所以用Ca(OH)2调节脱硫废水pH值是最优选择。
对于汞、铜等重金属,一般采用加入可溶性硫化物如硫化钠(Na2S),以产生Hg2S、CuS 等沉淀,这两种沉淀物质溶解度都很小,溶度积数量级在 10-40~ 10-50 之间。而Na2S本身的毒性会给污泥的培养以及操作运行人员带来不利影响。而国内目前普遍采用15%TMT溶液(Trimer2cap to- s-trianzin) 替代Na2S来沉淀汞、重金属等,取得比较好的效果。
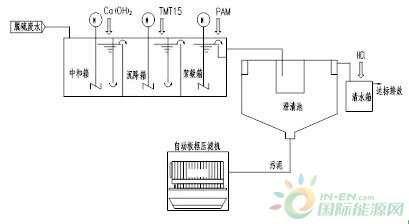
用于混凝剂的药剂为复合铁(硫酸氯铁FeClSO4);用于助凝剂的药剂为PAM(聚丙烯酰胺);用于调节pH出水的药剂为盐酸(HCL)。这些工艺操作相对简单,也是目前国内脱硫废水处理工艺的主流。
添加上述药剂的废水在综合反应槽中进行化学反应。综合反应槽共分3格,由pH调整槽、反应槽及絮凝槽连通构成,分别完成废水的pH调整、沉淀反应和混凝澄清。澄清器主要用于沉淀前级设备反应生成的絮体。由于絮体密度较小,沉降性能较差,因此澄清器采用较低的上升流速和较长的停留时间。澄清池的排泥方式为间断排泥,泥渣通过泥渣泵外排。设计排泥时间一般为每天6~8 h。具体流程如下图:
从目前国内湿法脱硫废水处理运行状况看,经上述处理工艺处理后重金属离子以及氟离子均能稳定达标排放,但SS和COD往往不能稳定达标排放。脱硫废水处理出水COD不达标原因主要是废水中COD浓度高(煤质和石灰石产地不同,浓度也不同)。有的废水COD浓度400mg/L,采用物化法的去除率一般只有45~55%,因此往往超标。SS浓度超标主要原因是澄清和污泥浓缩池合建,当污泥处置不及时,澄清污泥浓缩池中污泥界面上升造成沉降时间不足引起SS超标排放。
2.2国外其他处理方式介绍
(1)离子交换法处理脱硫废水
用大孔巯基(-SH)离子交换树脂吸附汞离子,达到去除水中汞离子的目的;吸附法,利用活性炭吸附原理,由于活性炭具有极大的表面积,在活化过程中形成一些含氧官能团(-COOH,-OH,-CO)使活性炭具有化学吸附和催化氧化、还原的性能,能有效去除重金属[6]。
(2)电絮凝法处理脱硫废水
电絮凝技术也被运用到湿法脱硫的废水处理中。电絮凝是利用电化学的原理,在电流的作用下溶解可溶性电极,使其成为带有电荷的离子并释放出电子。产生的离子与水电离后产生的(OH-)结合,生成有絮凝作用的化合物。
另外释放出的电子还原带有正电的污染物,从而达到去除液体中污染物的目的。电絮凝能有效处理重金属,而且具备设备布置较为紧凑,处理药剂费用较低,处理效果较好等优势,但是工艺较为复杂,普通电絮凝无法去除氯离子,高频电絮凝则存在耗能较高,电极使用寿命有限等缺点。目前电絮凝技术在含油污水和重金属含量较高的化工废水有一定的运用业绩,在脱硫废水处理中尚未普及。
(3)蒸发处理脱硫废水
将废水通过传统的加药方式进行预处理。处理后的废水经预热器加热后进入蒸发系统。蒸发系统主要分为四个部分:热输入部分,热回收部分、结晶转运部分、附属系统部分。脱硫废水经四级蒸发室加热浓缩后送至盐浆桶,通过两台盐浆泵送入盐旋流器,旋流器将大颗粒的盐结晶旋流后落入下方的离心机。
离心机分离出的盐晶体通过螺旋输送机送至干燥床进行加热,使盐晶体完全干燥。旋流器和离心机分离出的浆液返回到加热系统中进行再次加热蒸发浓缩。干燥后的盐结晶通过汽车运输出厂。
该方法综合了浓缩结晶法和蒸发浓缩法两者的优点,系统回收率较高,除部分干燥损失外,废水基本处理回收,无废液排放;系统每年只需化学清洗一、二次,该系统管理维护量较低;降低了传热面结垢可能,减少了抵制剂投加量;蒸发回收水水质较好。但设备布置较为复杂,控制要求高,耗能较高。目前尚停留在试验研发阶段[7]。
这些新技术能有效的处理脱硫废水中重金属甚至是氯离子。但是由于受到技术、条件、环境、投资等多方面因素的制约,未能在国内电厂应用推广。目前仅有国外少数工程投入使用,部分关键控制参数及过程尚停留在研发阶段。
3 脱硫废水处理运行中普遍存在的问题
国内燃煤电厂湿法脱硫装置废水系统设备投运率很低。国电集团环保评价小组2010年上半年对集团公司内多家电厂废水系统的现场评价得出结论:虽然电厂各种废水处理设施齐全,但部分系统和设备未正常投运,设备维护不及时,设备缺陷多。造成废水系统设备投运率低的主要原因有如下三点:
(1)设备运行问题:混凝沉淀法主要设备包括计量泵,板框压滤机,刮泥机,排泥泵,其他仪表等设备。其中计量泵、仪表大部分为进口设备,对维护要求较高。故障之后维修周期较长。污泥处理所用的板框压滤机操作较为复杂,对运行人员的操作要求高,而且运行之后的冲洗程序较为繁琐,泥饼的后续处理也是难题,故投运率较低。
另外,脱硫废水处理系统中设备积泥堵塞,其中有设备运行过程中的积泥和不适当的设备停用引起的积泥。后者通过运行管理可以得到解决,而前者则因设备本身的设计缺陷造成,运行中难以解决。
(2)运行成本问题:湿法脱硫废水处理中,加药量是处理效果是否合格的关键因素。脱硫废水处理中所用的药剂TMT15和PAM,市场价格均较高,而且较难采购。而碱(Ca(OH)2)需要人工配置,不仅工作量较大,而且操作环境相对恶劣。
(3)处理排放问题:目前国内电厂湿法脱硫废水执行的排放标准为《燃煤电厂石灰石一石膏湿法脱硫废水水质控制指标》(DL/T 997-2006)与《污水排放综合标准》(GB8978-1996)对比,除化学需氧量和氟化物外,其余污染物排放均执行一级排放标准。
虽然理论上可以直接排放,但是各地方环保局由于了解脱硫废水处理后氯离子含量较高(《污水排放综合标准》并未对污水中氯离子含量作出要求),严禁电厂直接将处理过后的脱硫废水排入水体。因此脱硫废水处理后往往无法利用,造成脱硫废水系统投运率较低。
4 脱硫废水处理运行中普遍存在的问题
4.1综合利用途径
由于许多地方环保局不允许电厂将废水对外排放,国内部分电厂采取排入其他系统统一处理的方式处理脱硫废水,主要处理途径有如下几种:
(1)利用烟道气处理。由于进入电除尘器的烟气量大且温度高,而脱硫废水量小,故将废水雾化后喷入烟气,利用烟气所含的热量使废水蒸发,废水中的污染物转化为结晶析出,随烟气中的飞灰一起被电除尘器收集下来[8]。
(2)与水力除灰一起处理。国内部分采取水力除灰方式除灰的电厂,将脱硫废水排放至水力除灰的灰水中进行统一处理。由于粉煤灰是高分散度的固相结合体,利用其絮凝吸附作用,降低灰水中悬浮固体的含量,包裹废水中重金属以及金属氢氧化物,从而达到降低重金属浓度的作用[9]。
(3)排入渣溢水进行处理。由于脱硫废水和渣溢水的水质特点比较接近,两套处理系统的处理工艺也基本相同,都加入了絮凝剂及助凝剂,达到了去除悬浮物和沉淀重金属的作用。国内部分电厂锅炉除渣系统采用水力除渣,燃煤在锅炉中燃烧后产生的炉渣,经捞渣机和碎渣机打捞、破碎后用水力送至渣浆泵前池中。
电厂将少量脱硫废水排入渣溢水中,经过后跟踪 Cl-含量,通过几个月的实践和分析,Cl-含量基本在1000mg/L以下,脱硫废水的Cl-对渣溢水系统设备运行不会产生影响。重金属排放也达到一级标准[10]。
电厂若不具备上述综合利用条件,传统的絮凝加药方式处理脱硫废水工艺也可以在设计、运行上进行优化。
4.2传统脱硫工艺设计优化
(1)旋流系统优化:将石膏浆液旋流器布置在高标高楼层 ,废水旋流器布置在低标高楼层 ,对处于二者之间的废水给料箱、废水给料泵,可根据脱硫工程具体情况进行优化设计和布置。当石膏浆液旋流器溢流与废水旋流器入口标高之差产生的静压能克服废水旋流器入口压力与管道水头损失之和时,这时石膏浆液旋流器的溢流可自流进入废水旋流器,因此可撤去废水给料箱和废水给料泵 2 个设备。
当石膏浆液旋流器溢流与废水旋流器入口标高之差产生的静压不能克服废水旋流器入口压力与管道水头损失之和时,可以通过废水给料泵从石膏旋流器溢流浆液箱取废水,从而省略废水给料箱和搅拌器,降低废水旋流分离系统的运行成本。
(2)污泥管道系统优化:脱硫废水经过加药絮凝处理后,沉淀的污泥需要进行压滤处理。污泥管道容易堵塞,不易清洗。为防止污泥输送管道堵塞,可在初沉池、澄清池底部的污泥排放管道出口设压缩空气系统,必要时采用压缩空气进行反吹洗。
中和箱、沉淀箱、絮凝箱采用一体化制作(三联箱),共用一根排空和溢流管,为防止排空管道堵塞,也可以设置排空管压缩空气反冲洗管路。同时,可以将中和箱、沉降箱、絮凝箱底部污泥排入澄清污泥浓缩池中心筒内,清水箱、消灰溶解箱、消石灰计量箱底部污泥排入地坑,用泵抽至澄清污泥浓缩池中心筒内。这样的设计有利于污泥管道的排空和冲洗,尽可能解决管道堵塞问题。
(3)板框压滤机管道优化:传统加药絮凝法处理脱硫废水工艺中,板框压泥机脱离出来的水设计是回流到废水缓冲池的,这样的设计导致回流水的二次处理,无论是从节省药品及降低劳动量,还是从节能的角度来看都是严重的浪费,从处理流程来看这部分水是经过加药处理的,是已经合格的水,另外,经过对水质的化验也表明,水质完全符合排放标准,故将板框压泥机脱离出来的水直接引到净水池回用。
4.3运行优化
(1)加药量调节:由于各电厂脱硫废水杂质成分并不一样,且悬浮物含量高,一直以来混凝剂投加量较多,为进一步节省药剂成本,建议先在实验室对废水药剂投加做优化试验,逐渐减小混凝剂加药量,助凝剂根据絮凝槽矾花情况适当的调节加药量;在不投加混凝剂情况下,只投加助凝剂也能取得很好的出水效果。另外可以在药剂投加顺序上也尝试进行修改,先投加助凝剂再投加混凝剂都取得良好处理效果。
(2)设备运行维护:停运时应及时对设备及管道进行冲洗。其中板框压滤机为间歇运行方式投运,每次停运后须清洗滤布,检查水咀。在线监测仪表如PH计、浊度仪等也应及时清洗,保护探头。
5 结语
鉴于国家对环保要求的日益提高,燃煤电厂湿法脱硫废水处理系统重要性日益增强。目前国内大多数电厂的湿法脱硫废水处理系统采用传统的加药絮凝沉淀方式进行脱硫废水的处理,普遍存在运行成本较高,设备故障率高等问题,投运率很低。为满足环保要求,各电厂应根据实际情况,选择适合本电厂实际情况的废水处理工艺,并对脱硫废水处理系统设计和运行进行合理优化,以满足废水零排放的高要求。





 正在加载...
正在加载...


