切换行业
切换行业

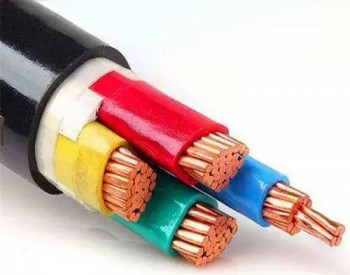
一、电缆的导体
耐火电缆的导体采用铜导体,导体几何形状为圆形,且多根绞合导体应紧压。圆形紧压铜导体与扇形异体相比有许多优点:绕包云母带时使云母带与导体结合紧密,有利于电场均匀分布,增强电缆的电气绝缘性能,同时可以节约云母带的用量,降低成本。
二、电缆的耐火层
导体外采用两层或多层云母带重叠绕包,一般重叠率不小于30%,有时重叠率达50%才能达到耐火试验要求,以达到耐火试验为基准。绕包角控制在40-50度。
三、电缆的绝缘和护套
电缆绝缘根据阻燃等级的不同允许选用交联聚乙烯或无卤低烟阻燃聚烯烃绝缘材料,由于导体外重叠绕包两层或多层耐火云母带,对于异体截面25mm²及以上的电缆其绝缘层厚度允许减薄20%,但以能够通过耐火电缆试验为基准。电缆护套选用无卤低烟阻燃聚烯烃护套材料,其结构尺寸按照相关标准执行。
四、原材料的选择
原材料质量的优劣对电线电缆产品质量与挤出工艺有着直接的影响。因而选择合适的绝缘料与护套料较为重要。经过对比分析,绝缘料选用交联聚乙烯(XLPE),而开发低烟无卤阻燃电缆最为关键的是低烟无卤聚烯烃护套料的选用。

五、护套挤制工艺的分析
(一)挤制设备
由于各厂生产的低烟无卤护套料性能的差异及其所含填料与阻燃剂的种类及份量各异,因而所选用的挤制设备对护套挤出性能及产品质量的影响较大。在试生产中工作人员选用了不同长径比与压缩比的单螺杆挤塑机进行护套挤制,经试生产证明采用长径比为25:1,压缩比为1:25的XJ-65型挤塑机和长径比为15:1,压缩比为1:28的XJ-150型挤塑机挤制护套,其塑化效果好,螺杆负荷较小,护套表面质量较优。
(二)模具的选配
采用挤塑模具进行挤制,模具的选配可按下式计算:
1.挤制绝缘时
D1=D+(0.3~0.8)mm
D2=DI+(2.5~3)*tmm
D为导线的直径(mm);D1为模芯的内孔径(mm);D2为模套的内孔径(mm);t1为绝缘标称厚度(mm)。
2.挤制护套时
D1'=D'+(1.2~1.5) mm
D2'=D1'+(3~3.5)*t2,
D'为成缆后缆芯的外径(mm);D1'为模芯的内孔径(mm);D2'为模套的内孔径(mm);t2为护套的标称厚度(mm)。
(三)挤制工艺参数
热塑性低烟无卤阻燃聚烯烃护套料是以聚烯烃树脂为基料加入优质高效经活化处理或含结晶水的无卤阻燃剂强及其它改性剂经高速混合、双螺杆塑化、造粒而成。
若储存时间过长容易吸湿受潮,挤出后导致护套断面有气孔,表面粗糙,因此在挤制前应进行预热,试验选用的三种低烟无卤护套料其中2#料所含阻燃剂较少,易挤出,设备负荷较小;1#、3#料所含阻燃剂较多,挤制时易摩擦生热,挤制较为困难,设备负荷较大、出胶量也小。工作人员采用XJ-150型挤塑机挤制护套时,首先将护套料在60+/-5℃时预热干燥4h,同时为了杜绝混入杂质物料,挤制前用本色PE料清洗机头、螺杆,避免混入其他材料而造成护套气孔、脱节、孔洞及外观差的现象,然后再加入低烟无卤阻燃聚烯烃护套料。
(四)挤制工艺分析
同普通PVC、PE电缆护套料相比,由于低烟无卤阻燃聚烯烃护套料中含有较高的填充料及无卤阻燃剂,其流动性能较差,塑性降低、热敏性强、且容易摩擦生热,在机身内滞留之间长易发生分解,产生大量低分子挥发物,并析出于护套的表面,导致外观有焦烧颗粒,护套断面出现气孔,因此应选择长径比与压缩比合适的挤塑机,而且应严格控制挤制工艺的参数。
在用1#,2#料挤制YJY-DYWL-ZR(A)-0.6/1 kV 3*25mm²电缆护套时,在设定的挤出温度条件下,将主机转速设为600r/min,主机电缆为130A,发现电机发热较快,且护套外观较差,多处出现孔洞及不光滑现场,后经调整工艺,对原材料进行预热并将主机升速至1200~13r/min,主机电流为120A,物料能顺利挤出,产品外观光滑、断面无气孔。
由于低烟无卤阻燃聚烯烴护套料性能与挤出加工特殊性,护套挤制时应注意如下几点:
1.应选用性能优异,挤出性能良好的低烟无卤阻燃聚烯烃材料,且密度最好控制在1.41+/-0.02g/cm²;
2.挤制前应在60+/-5℃下预热4h,去除材料表面吸附的水分,以免造成护套断面气孔现场;
3.当调整挤出滤网(2层、40-60目),减少机身压力,使物料能顺畅挤出;选用长径比、压缩比适当的挤塑机也尤为关键;
4.据设备负荷,调整出线速度与螺杆转速,最好把螺杆转速调至额定转速的90%,主机电流调至额定电流的80%,使物料在机身的压力不太高,塑化充分的条件下挤出;
5.格控制好挤出机各区段的温度及螺杆与机身的冷却,在保证物料充分、均匀的塑化的条件下适当降低挤出温度,避免因过热而导致材料中填充助剂、阻燃消烟剂分解出低分子物质,从而产生气孔及外观不光滑等现象;
6.挤出时应尽可能减少护套拉伸,可适当增加护套的挤出厚度,避免因材料拉伸变形过度而造成护套脱节、孔洞等不良现场;出模后应及时采取分段冷却,以避免护套内应力的产生。
新材料、新技术的发展以及市场对线缆产品的安全性、环保性的需求,无疑推动了线缆行业加工技术与新材料应用的革命。虽然低烟无卤阻燃聚烯烃材料与普通PVC、PE材料相比,其挤出温度范围窄、设备负荷高,而且螺杆转速低、出胶量小,挤制较为困难,但它具有低烟、低毒、阻燃等优异性能,只要在挤制中注意选择合适的模具与挤塑设备,掌握材料性能与挤出特点,就可以克服不利因素,稳定提升产品质量。



 正在加载...
正在加载...